




Stroj na tvarovanie stropných T mriežok
Názov stroja:
Automatický vysokorýchlostný viacšpecifikačný hlavný valcovací stroj na mriežku T výmenou jednej sady valcovacích jednotiek (COMBI).
Valcová tvárniaca jednotka s prevodovkou
1.1. Výrobnú linku na výrobu T-tyčí je možné monitorovať pomocou PLC. Ak sa na výrobnej linke na výrobu T-tyčí vyskytnú chyby, PLC ich lokalizuje. Údržba je pre pracovníkov jednoduchá.
1.2. Rýchlosť výroby T-baru je 0-60 m/min. Priemerná rýchlosť priečneho t-baru je 36 m za minútu. Za jednu minútu je možné vyrobiť 6 ks s dĺžkou 3660 mm (12 stôp) a 40 ks hlavného stromu s dĺžkou 1200 (4 stopy).
1.3. Rôzne špecifikácie Valcovacie tvárniace jednotky (6) je možné vymeniť za 30 minút, špecifikácie 24X32H je možné vyrobiť pridaním jednej sady valcovacích tvárniacich jednotiek (6).
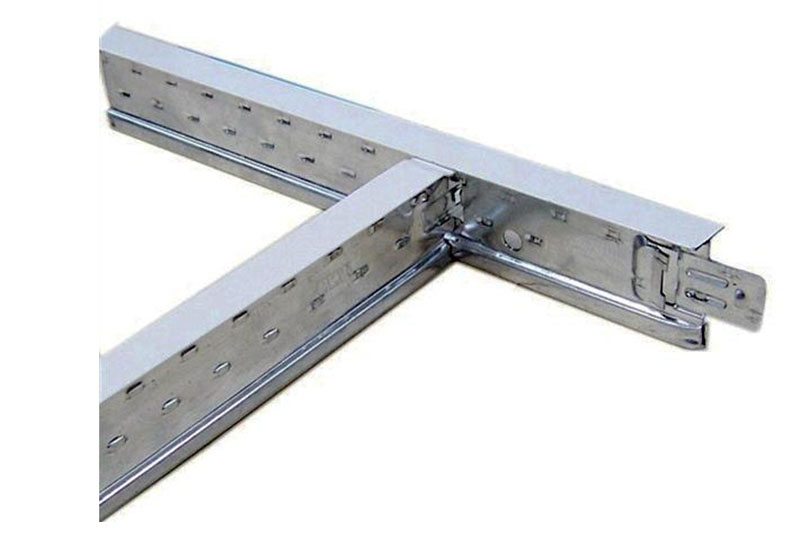
Výkres produktu:
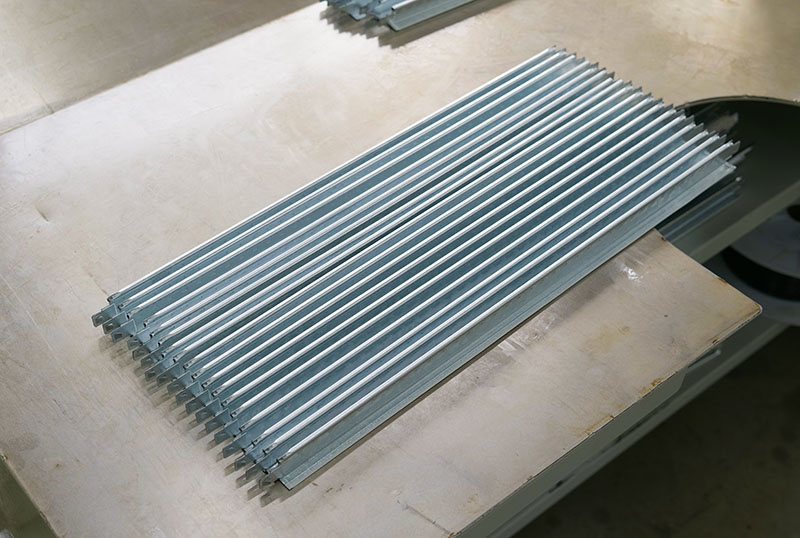
Profil hlavnej T-lišty 38h *24*3600mm/3700mm.
Profil priečneho T-profilu 38h*24*600/1200mm.
Stroj navrhujeme podľa vášho potvrdeného výkresu.
1. Dvojitý motorizovaný odvíjač (cievka s lakovanou oceľou)
1.1. Nosnosť: 1500 kg * 2
1.2. Špecifikácia cievky: vonkajší priemer 2 000 mm, vnútorný priemer 508 mm. Šírka cievky z lakovanej ocele: 100 mm
1.3. Ručným valcovaním na utiahnutie cievky
1.4. Pohon motorom
1.5. Pohonný motor: 1,5 kW
2. Dvojitý motorizovaný odvíjač (pozinkovaná oceľová cievka)
2.1. Nosnosť: 3000 kg*2
2.2. Špecifikácia cievky: vonkajší priemer 1 500 mm. vnútorný priemer 508 mm. šírka: 150 mm.
2.3. Ručným zrolovaním cievky.
2.4. Pohon motorom
2.5. Pohonný motor: 1,5 kW

Valcovacie tvárniace jednotky pracujú vysokou rýchlosťou, preto potrebujeme skladovaciu jednotku na ochranu motora a reduktora a predĺženie ich životnosti.

Výkon motora je 15 kW, značka je ABB.
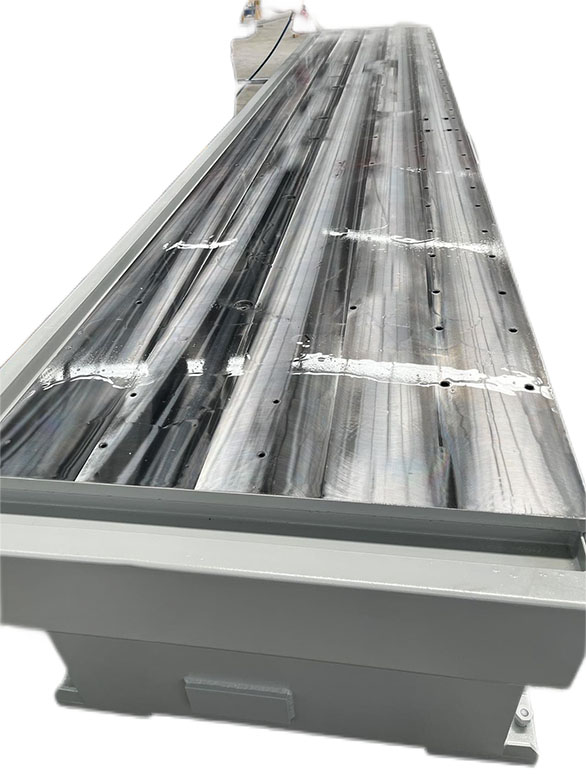
Základný materiál stroja je oceľ Q345-B, ktorá bola tepelne spracovaná, aby sa eliminovala vnútorná sila a predĺžila životnosť stroja.
Pracovný stôl stroja využíva rozsiahle CNC obrábanie pre vysokú presnosť, toleranciu plochosti do 0,05 mm, medzeru do 0,02 mm vo valcovacích jednotkách alebo polohovacom kolíku.
Valcovacie tvárniace jednotky (COMBI) sú upevnené na základni stroja. COMBI je možné vymeniť podľa rôznych veľkostí t-tyčí.
Stanica na tvárnenie valcov 16 + 5 pomocných valcov, materiál valcov je CR12MOV1 (SKD11) Vákuové tepelné spracovanie 58-62 HRC.
Valcovací stroj využíva celú prevodovkovú konštrukciu, aby sa predĺžila životnosť stroja.
Priemer jadra hriadeľa je ∮40 mm, materiál je 40 CR získaný kalením a tepelným spracovaním.
Materiál rámu steny: Q345 - B, CNC spracovanie, tepelné spracovanie.
Číslo narovnávacieho sedadla: 1 sada, použitie je na narovnanie profilu zhora a zdola, spredu a zozadu, zľava a sprava.
Rýchlosť formovacej linky 0-80M/min. Rýchla alebo pomalá rýchlosť môže byť automaticky riadená.

Dierovacia matrica používa materiál SKD11 s vákuovým tepelným spracovaním, tvrdosť je HRC 58–62.
Nainštalujte 6 kusov razníc na dierovanie.
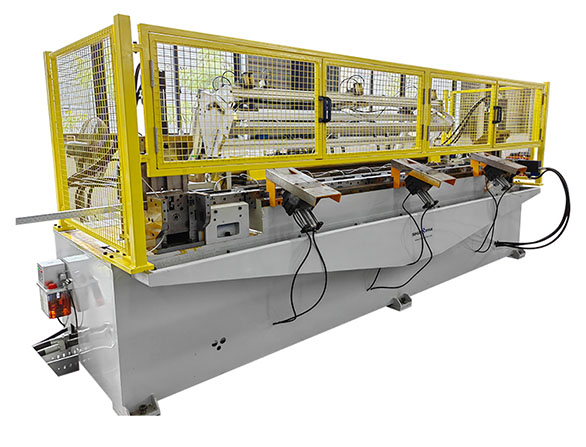
Odrezaná dĺžka 3600 mm, montážne otvory pre T-TYČ, spojenie hydraulickým dierovaním, robot prenáša dierovanú T-tyč na stohovací stôl.
Výkon motora: 15 kW, Značky motorov: ABB
Pracovný tlak čerpadla: 140 kg Hydraulický prietok: 65 l Značka Rexroth (nemecká)
Olejové valce, množstvo: 9 kusov
Akumulátor: 25L Značka: OLAER (francúzsky)
Tlakový senzor, IFM (nemecký) elektromagnetický ventil: Rexroth (nemecký)
Značka filtrácie je Parker (USA) 10.7, olej je chladený vodou alebo vzduchom (podľa požiadaviek).

Značky PLC: MITSUBISHI (JAPONSKO).
Riadiaca jednotka strihu: talianska (SIHUA).
Výkon frekvenčného meniča: 15 KW značka: YASKAWA (Japonsko)
Značka relé a ističa: Schneider.
Rozhranie človek-stroj (dotyková obrazovka) značky: KINCO, veľkosť 10,4".
Elektrická skrinka, pripojená k vonkajšiemu vodiču pomocou rýchlospojky.








Kategórie produktov
-

Talianska technológia stropného krížového T-bar stroja ...
-

Automatická vysokorýchlostná viacšpecifikačná hlavná ...
-

Talianska technológia stropu SIHUA hlavný a priečny...
-

Hlavný stropný roletový ...
-

Stroj na tvárnenie valcovaním s priečnym t-barom s konektorom z zliatiny
-

Automatický zavesený strop s dlhým a krátkym priečnym...